
硫化机电接点压力表如何调节压力
硫化机压力怎么调
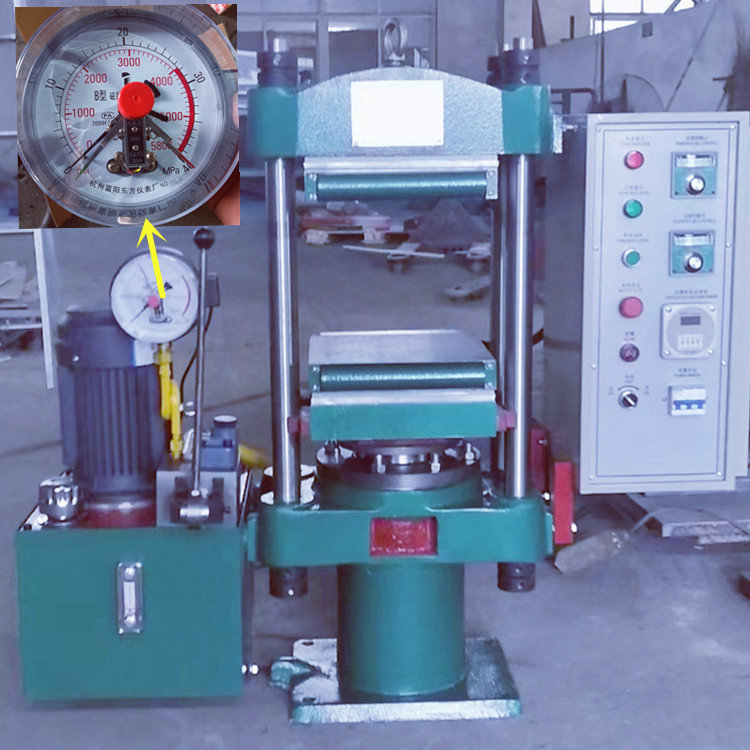
电接点压力表显示由黑针,红针,绿针、压力刻度组成。黑针指示压力,绿针补压下限,红针设定压力。当需要调整式,按动调节按钮,波动指针即可,注意设定压力时,即红针压力不要超过设备规定的最高压力值,避免超压使用对设备造成损坏。
平板硫化机液压系统及原理电机带动油泵转动,液压油经使柱滤油器→齿轮泵→远程调压阀→单向阀→油缸塞快速上升,流量减少,压力由电接点压力表的黑针显示,电接点压力表的红针调16Mpa,另一只绿针调到13-15Mpa,当表上黑针和红针重合时,压力表发出讯号,使电机停止工作,即为保压。保压时间到,电控箱报警,通过控制阀使热板快速下降,即开模。一个工作程序就此完成。由于合模硫化过程中可能要出现降压现象,黑针退到与绿针重合(不保压),此时电机重新运转工作,使黑针又与红针重合,即自动补压,自动补压不影响硫化时间。
举例说明100吨平板硫化机,柱塞直径300mm,使用100吨压力,压力表设定压力只需要设定14.5MPa,即把红针拨动到刻度盘14.5Mpa位置即可,设定补压值13-14Mpa即可,热压过程中如果出现掉压现象,黑针掉到绿针位置,压力表表给电机信号重新补压到14.5MPa。当产品只需要50吨压力,压力表设定压力只需要设定7MPa,即把红针拨动到刻度盘7Mpa位置即可,设定补压值5-6Mpa即可,热压过程中如果出现掉压现象,黑针掉到绿针位置,压力表表给电机信号重新补压到7Mpa。
本文版权归网站所有,转载请联系并注明出处:
/article-detail/WqL1G7zN


